

Spoločnosť mageba ponúka svojim zákazníkom lamelové mostné závery už viac ako 40 rokov. Prevádzkou získané skúsenosti napomáhajú k ich nepretržitému vývoju a zdokonaľovaniu.
Práve kvôli neustále sa zvyšujúcim požiadavkám na zníženie hluku má mageba v ponuke systém protihlukových – sínusových platní. Toto riešenie sa uplatňuje nielen u lamelových ale aj u jednoprofilových mostných záveroch.
Ako novinku v oblasti mostných dilatačných záverov so zníženou hlučnosťou, ponúka mageba nový typ úpravy celých dilatačných záverov a aj sínusových platní, ktorým je: „HTG-High temperature galvanizing“, čiže vysokoteplotnú galvanizáciu.
Vysokoteplotná galvanizácia je pokročilý spôsob žiarového procesu pokovovania, pri ktorom sú oceľové komponenty povrstvené vrstvou zinku v indukčne zahrievanom kúpeli pri teplotách od 560 °C do 630 °C. Tento proces zlepšuje odolnosť voči oteru a nárazom kameňov, zároveň výrazne zvyšuje tvrdosť povrchu v porovnaní s klasickou galvanizáciou pri teplote cca. 450oC.
Na pojazdnej ploche oceľového dilatačného záveru sú mechanické poškodenia všeobecne hlavnou príčinou zlyhania PKO, takže čím vyššia je odolnosť voči oteru, tým dlhšia je aj životnosť PKO. Proces vysokoteplotnej galvanizácie produkuje len fázu δ (pozri obrázok nižšie) s hodnotou tvrdosti celkovej vrstvy od cca. 150 HV*, čo výrazne zvyšuje odolnosť voči oteru a nárazom kameňov na rozdiel od zinkovania pri štandardnej teplote.
Aj z týchto dôvodov mageba odporúča na ochranu proti korózii sínusových platní ako aj celých dilatácií, vystavených neustálemu abrazívnemu pôsobeniu kolies prechádzajúcich vozidiel, použiť práve vysokoteplotnú galvanizáciu.
Táto úprava slúži rovnako aj ako naša špeciálna konštrukcia sínusových dosiek na ochranu pred poškodením snežnými pluhmi. Sínusová doska je zhotovená ako „výkovok“, ide o ekonomickejšie a kvalitnejšie riešenie v porovnaní s klasickou sínusovou doskou, ktorá je vyrobená ako ofrézovaný „výpalok“ s pozinkovaním.
Všetky magebou ponúkané sínusové dosky sú zhotovované s proti kolíznou úpravu, ktorá minimalizuje poškodenia spôsobené prejazdom snežného pluhu, ktorá je obzvlášť účinná pri poškodení asfaltovej vozovky a následnej degradácii trvalo pružnej zálievky doliehajúcej k dilatačnému záveru.
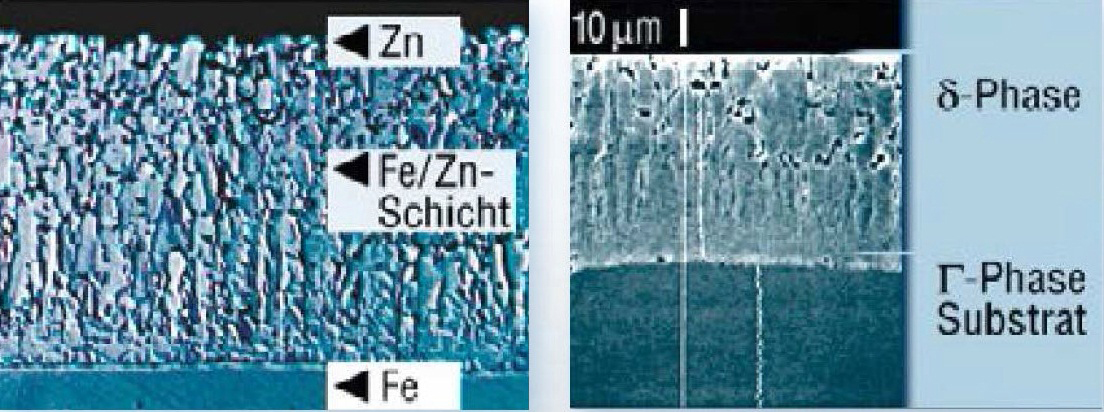
Hodnoty tvrdosti pre zinkovanie pri vysokej teplote:
δ-Fáza (len): cca. 150 HV
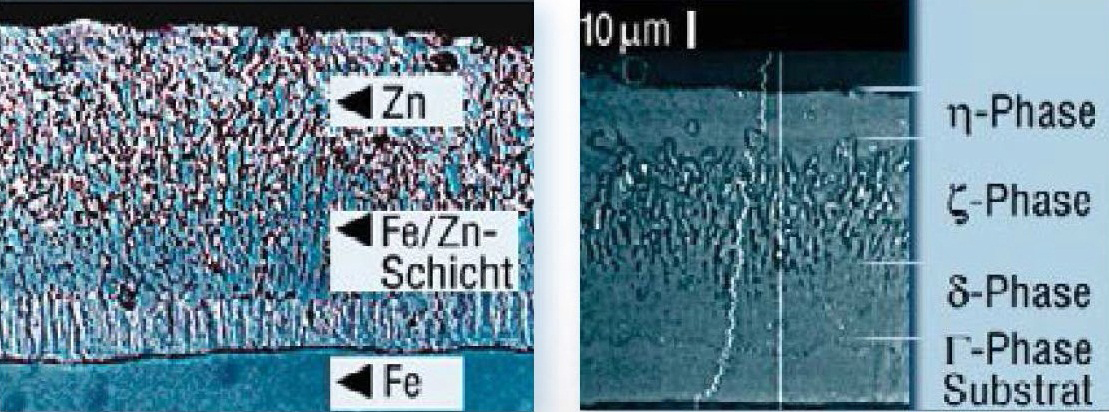
Hodnoty tvrdosti pre zinkovanie pri normálnej teplote
η-Fáza: cca. 40–60 HV
ζ-Fáza: cca. 60–120 HV
δ-Fáza: cca. 150
*Metóda merania tvrdosti vtláčaním podľa Vickersa -HV
Ako alternatívu k súčasne v SR platným TKP mageba vyrába a dodáva HTG kompletne povrstvené mostné dilatačné závery.
Klasický PKO náterový systém vs. HTG:
| Náterový systém | HTG | |
| Dlhá životnosť až po prvú generálnu údržbu | Zvyčajne sa dá očakávať 10 až 20 rokov | 100 a viac rokov – minimalizácia nákladov na životný cyklus |
| Ľahkosť opravy malých poškodení | Náterové systémy nie sú samo-opraviteľné, na opravu je vždy potrebné manuálna oprava lakovania | Do určitej miery samo-opraviteľné, minimalizuje potrebu manuálnej opravy |
| Pri poškodení degradácia PKO | Voda sa šíri pod náterovým systémom a spôsobuje odlupovanie farby | Recipročná difúzia zinku a ocele vytvára pevnú súvislú ochrannú vrstvu, pod ktorou sa voda nemôže šíriť |
| Tvrdosť | Nie je vysoká – k poškodeniu môže dôjsť pomerne ľahko | Zhruba 20-krát tvrdší ako typický lakovaný systém |
| Odolnosť proti oteru | Nie je vysoká – k poškodeniu môže dôjsť pomerne ľahko | Zhruba 10-krát odolnejšia voči oteru ako typický lakovaný systém |
| Vzhľad | Spočiatku veľmi dobrý, najmä kvôli možnému výberu farieb, ale môže sa rýchlo poškodiť, po poškodení relatívne rýchla degradácia | Žiadna voľba farieb, ale prijateľný vzhľad, aj po mnohých rokoch prevádzky z dôvodu ich vynikajúcej životnosti a dlhodobej schopnosti predchádzať korózii. |
| Osobitné obmedzenia | Je potrebných niekoľko vrstiev, s dobou schnutia v hodinách atď., náročné na prácu a počas celého procesu potrebný veľký pracovný priestor. Náročná kontrola kvality / ťažkosti s dosiahnutím rovnomernej hrúbky | Vyžaduje dopravu do / od dodávateľa HTG. Je potrebné dbať na to, aby sa oceľové diely neprijateľne nedeformovali kvôli vysokému teplu počas galvanizácie |
| Zvláštne výhody | Veľký výber farieb | Vylepšená kontrola kvality vďaka dobre definovanému procesu a nižšej náchylnosti k negatívnym podmienkam prostredia počas aplikácie |
Poznámka : Tam, kde budú mať pozinkované časti konštrukčný spoj, sa všeobecne uprednostňuje skrutkový spoj pred zváraným spojom. Je to z toho dôvodu, že v oblasti zváraného spoja musí byť pozinkovanie vynechané alebo odstránené.
Opätovné zinkovanie zváraného spoja nie je možné zrealizovať, pokiaľ nie je celá zostava znovu žiarovo pozinkovaná (ak to podmienky umožňujú). Alternatívou môže byť kombinovaný systém HTG s farbou, ktorá sa zvyčajne nanáša na zvárané oblasti.















{kind=link}